Laserowe grawerowanie skórzanych stempli tłoczących z MDF i akrylu
Witamy ponownie w studiu Epilog! W tym projekcie przyglądamy się grawerowaniu laserowemu niektórych płyt MDF i akrylu w celu wykonania stempli do wytłaczania skóry. Obejrzyjcie Państwo film powyżej lub przeczytajcie o projekcie poniżej, aby zobaczyć, jak wykorzystaliśmy trochę zapasu MDF i akrylu i użyliśmy ich do wytłoczenia skórzanych łat.
Dzięki maszynie Epilog Laser można uzyskać bardzo wyraźne, doskonale wygrawerowane grafiki na skórze, jednak ta technika tłoczenia jest świetną alternatywą, która nadaje inny efekt końcowy. Tłoczenie skóry stemplem w dużej mierze zachowuje wygląd powierzchni oraz teksturę materiału. Jest szybką, realną alternatywą dla ręcznego grawerunku, frezowania CNC lub stempli drukarskich {1}D.
Przygotowanie naszej grafiki

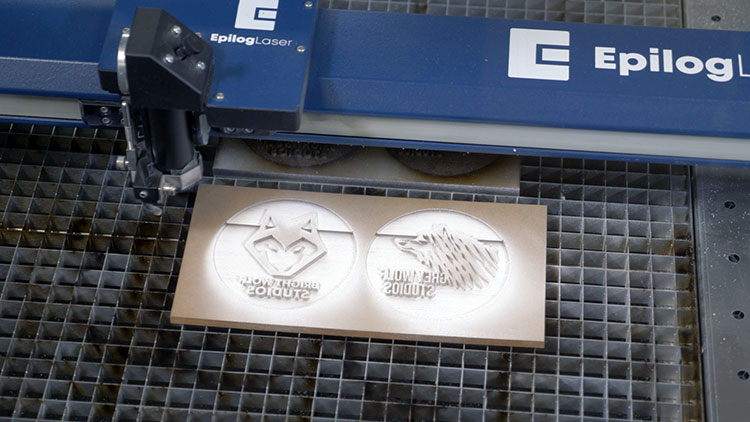
Zaczęliśmy od garści wstępnie pociętych kawałków skóry i przygotowanych wcześniej własnych grafik. Ten etap będzie Wam znany, jeśli wcześniej przygotowywaliście grafikę do lasera. Nasza grafika jest czarno-biała. Czarne obszary wskazują laserowi, gdzie powinna trafić wiązka laserowa. Będziemy grawerować materiał wokół naszych logotypów i tekstu, tak aby pozostawić samą grafikę i utworzyć „wypukłą” część stempla.

W tym projekcie należy koniecznie pamiętać, aby nasza grafika była odbiciem lustrzanym. Gdy stempel zostanie wciśnięty w materiał, powstały w materiale odcisk będzie odwrotnym obrazem stempla. Jeśli zatem chcemy, aby obraz na skórzanych łatach był prawidłowo odczytywany, potrzebujemy lustrzanego odbicia grafiki na stemplu.
Dla wygody zaprojektowaliśmy nasze pieczątki w takim samym rozmiarze i kształcie jak nasze skórzane naszywki. Nie jest to konieczne, ale pomoże nam później wyrównać nasze stemple. Ponieważ krawędzie stempli będą wyrównane z krawędziami skórzanych kawałków, będziemy w stanie je dopasować i z łatwością zagwarantuje nam to prawidłowe umieszczenie naszej grafiki. Przyjemne w użyciu lasera jest to, że możemy przycinać stemple do dowolnego rozmiaru lub kształtu, dzięki czemu możemy tworzyć własne, łatwe w użyciu stemple dla dowolnej liczby produktów.
Drukowanie naszych znaczków

Do tego projektu użyliśmy naszej najnowszej maszyny, 120-watowej Fusion Pro 48. Maszyna ta posiada wbudowany system kamer IRIS™, co bardzo ułatwia nam proste klikanie i przeciąganie oraz kopiowanie i wklejanie grafiki na nasz materiał. Jest to bardzo wygodna funkcja Fusion Pro, ale ten projekt z pewnością można by zrealizować za pomocą każdej z naszych maszyn.
Ustawienia grawerowania
Maszyna: 120-Watt CO2 Fusion Pro
(Proszę sprawdzić zalecane ustawienia materiałów w instrukcji obsługi Państwa maszyny .)

Zamaskowaliśmy nasze płyty MDF i akrylowe, aby ochronić powierzchnię materiałów. Zalecamy stosowanie wstępnie zamaskowanych materiałów lub nakładanie własnego maskowania na powierzchnię, na której będą grawerowane i wycinane stemple. Nie jest to wymagane, ale znacznie uprości proces poprzez zmniejszenie potrzeby czyszczenia, które należy wykonać po grawerowaniu. Pomoże również ochronić powierzchnię stempla przed zarysowaniami podczas czyszczenia, sprawiając, że powierzchnia pozostanie idealnie gładka, a ze stempla na skórzane łaty nie przeniosą się podczas tłoczenia żadne przebarwienia.
Osiągnięcie dodatkowej głębi
Chcemy, aby wypukła grafika naszych stempli była głęboka, aby po wciśnięciu ich w skórę, tylne strony stempli (miejsca, w których wygrawerowaliśmy materiał) również nie wcisnęły się w skórę i nie pozostawiły odcisku. Aby uzyskać taką głębokość, wykonaliśmy nasz grawerunek po raz drugi. Głębokość, jaką Państwo uzyskają, zależy w dużym stopniu od mocy Państwa lasera i rodzaju materiału, z którego wykonane są stemple. W przypadku naszego 120-watowego systemu dwa przejścia załatwiły sprawę. Jeżeli używają Państwo lasera o niższej mocy, mogą Państwo spróbować trzeciego przejścia.
Kolejnym czynnikiem, który należy wziąć pod uwagę, jest materiał, który Państwo wytłaczają. Jeżeli mają Państwo grubszy materiał i/lub chcą uzyskać głębsze wrażenie, należy upewnić się, że wypukła grafika jest wystarczająco gruba, aby sprostać Państwa wymaganiom. Jeśli jednak mają Państwo cienki materiał wymagający cieńszego odcisku, grubość stempla jest mniej istotna.
Przy wielokrotnych przejściach, w zależności od ogniskowej soczewki Państwa maszyny, zalecamy nieznaczną regulację ostrości lasera przed wykonaniem dodatkowego przejścia. Ponieważ wygrawerowali Państwo już pewną grubość, podniesienie stołu tylko trochę sprawi, że laser pozostanie skupiony na grawerowanej powierzchni, co zapewni najlepszą jakość. Ilość, jaką trzeba będzie dostosować, zależy od tego, ile materiału usunięto w poprzednim przejściu (przejściach), co zależy od mocy i materiału, ale w każdym przypadku dostosowanie będzie prawdopodobnie niewielkie.
Cięcie i czyszczenie

Po zakończeniu etapu grawerowania, wycinamy nasze stemple.
Ustawienia cięcia
Maszyna: 120-Watt CO2 Fusion Pro
(Proszę sprawdzić zalecane ustawienia materiałów w instrukcji obsługi Państwa maszyny .)
Ponieważ wyryliśmy dużo materiału, aby uzyskać pożądaną głębokość, nasze stemple są dość brudne. Zabierzemy je z powrotem do naszego zlewu i wyszorujemy ten osad.
Zalecamy ograniczenie kontaktu stempla z MDF z wodą podczas czyszczenia. Płyty MDF są chłonne, a znaczne ilości wody mogą spowodować ich rozpad. Nasz stempel był wystawiony na działanie wody tylko przez krótki czas i zachował się bardzo dobrze, ale może się to różnić od Państwa. Dla bezpieczeństwa można zdecydować się na czyszczenie stempla z MDF suchą lub wilgotną szczotką.

Gdy skończymy, odkleimy również naszą maskę ochronną.

Moczenie naszych łat
Ostatnim etapem przygotowań jest namoczenie naszych skórzanych łat. W przypadku niektórych materiałów może to być zbędne, jednak w naszej sytuacji okazało się, że w wyniku namoczenia kawałków w wodzie przed wytłaczaniem stały się one znacznie bardziej giętkie i bardziej podatne na proces tłoczenia. Nie trwało to jednak długo; moczyliśmy nasze plastry przez około minutę.

Wytłoczenia
Teraz nadszedł czas na sprawdzenie naszych pieczątek.
Aby uzyskać ładny, głęboki odcisk, musimy bardzo mocno wcisnąć stempel w skórę. W tym celu użyjemy kilku ścisków, ale bardzo dobrze sprawdzi się też imadło. Użyjemy kilku drewnianych klocków, aby chronić nasze materiały przed zaciskami i równomiernie rozłożyć nacisk.

Uciskamy przez krótki, ale trwały okres czasu (kilka minut lub więcej powinno wystarczyć), następnie zwalniamy zaciski i widzimy nasze wyniki.


Jak widać, zarówno płyta MDF, jak i akryl, zapewniają doskonałe rezultaty. Oba materiały dały nam świetny znak jakości, więc można swobodnie eksperymentować z materiałami, których Państwo używają. Akryl jest droższą opcją, ale użycie przezroczystego akrylu pozwoliło nam zobaczyć grafikę na naszym stemplu, co jeszcze bardziej ułatwiło nam pewne ustawienie naszych obrazów. Można spróbować użyć drewna lub Delrinu, a nawet metalu, jeśli używa Pan lasera światłowodowego .
Na nasze wytłoczone łaty nałożyliśmy trochę odżywki do skóry, aby je wykończyć i nadać im nieco więcej kontrastu. Jeśli pracuje Pan z surową skórą, może Pan również rozważyć użycie barwnika do skóry. Możliwości są naprawdę nieograniczone. To doskonała okazja do zademonstrowania swojej kreatywności.

Po zakończeniu mamy kilka bardzo charakterystycznych, wytłoczonych łatek skórzanych. Na pierwszy rzut oka nie widać, że pochodzą z lasera, ale tak było! Mamy nadzieję, że ten projekt pokazał wszystkim właścicielom maszyn laserowych oraz osobom, które rozważają jej zakup, iż laser może być bardzo wszechstronnym narzędziem. Do następnego projektu, szczęśliwego lasowania!









Informacje o firmie Epilog Laser
Od 1988 roku Epilog Laser projektuje i produkuje systemy laserowe oparte na latającej optyce CO2 i światłowodach, które mogą grawerować i ciąć drewno, akryl, plastik, tkaniny, gumę i wiele innych materiałów. Epilog specjalizuje się w opracowywaniu systemów laserowych, które tworzą niespotykaną jakość znakowania i cięcia na wszystkich rodzajach produktów. Firma produkuje wszechstronne i niezawodne systemy, które są przystępne cenowo i łatwe w obsłudze.